Belt Conveyors
Belt Conveyors
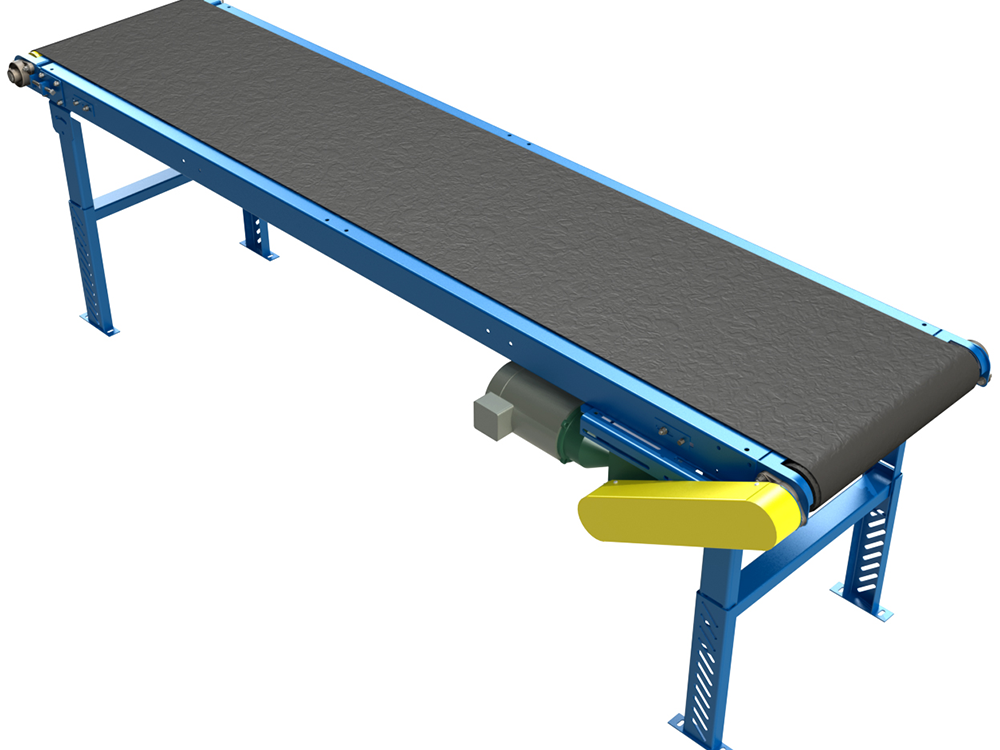
Belt conveyors are one of the most efficient and widely used material handling systems in industries. They transport bulk materials and packaged goods over short or long distances using a continuous belt loop driven by pulleys. These conveyors are essential in industries such as mining, manufacturing, construction, logistics, and agriculture for improving productivity and efficiency.
Advantages of Belt Conveyors
Continuous & Efficient Transport – Ideal for moving bulk or unit materials over long distances.
High Load Capacity – Capable of handling light to heavy loads.
Customizable Design – Available in different widths, lengths, and materials.
Energy-Efficient & Cost-Effective – Reduces labor costs and operational expenses.
Safe & Reliable – Minimizes human handling, reducing workplace injuries.
Low Maintenance – Requires minimal servicing for long-term operation.
Applications of Belt Conveyors
🔹 Mining & Quarrying – Transports coal, ores, and minerals.
🔹 Manufacturing – Moves raw materials, components, and finished products.
🔹 Construction – Transfers sand, gravel, cement, and construction debris.
🔹 Agriculture – Handles grains, fertilizers, and seeds.
🔹 Logistics & Warehousing – Facilitates parcel sorting and packaging.
🔹 Food & Beverage Industry – Used for food processing and packaging.
Working Principle of Belt Conveyors
Material Loading: The conveyor receives materials from hoppers, chutes, or feeding devices.
Belt Movement: A motor-driven pulley moves the belt continuously.
Material Transport: The belt carries materials along the conveyor path.
Discharge: At the end, materials are unloaded into bins, silos, or another processing stage.
Get your product
Come & contact us today!